Machine Productivity а№ҒаёҘаё° аё„аё§аёІаёЎаёӘаё№аёҚа№ҖаёӘаёөаёў
а№Ӯаё”аёў аё„аёёаё“аёҒаёӨаёҠаёҠаёұаёў аёӯаёҷаёЈаёЈаёҶаёЎаё“аёө
Lean and Productivity Consultant / Trainer
В
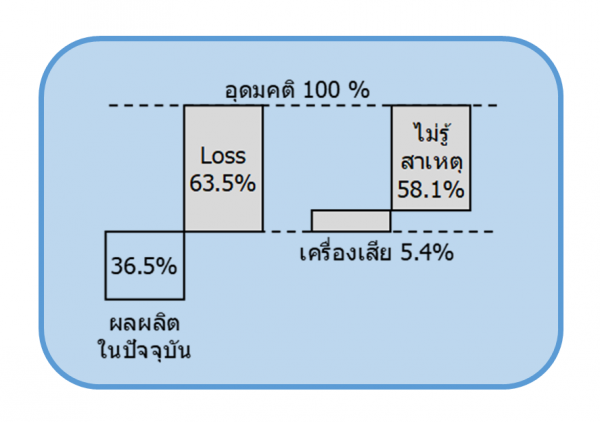
вҖң ..аё«аёҘаёұаёҮаёҲаёІаёҒаёЁаё¶аёҒаё©аёІаё§аёҙа№Җаё„аёЈаёІаё°аё«а№Ңа№ҒаёҘа№үаё§ аёһаёҡаёӮа№үаёӯаёЎаё№аёҘаё§а№ҲаёІ а№Җаё„аёЈаё·а№ҲаёӯаёҮаёӣаёҙаё”аёқаёІаёҒаёЈаё°аёӣа№ӢаёӯаёҮ аёӘаёІаёЎаёІаёЈаё–аёӘаёЈа№үаёІаёҮаёңаёҘаёңаёҘаёҙаё• ไดа№үа№ҖаёһаёөаёўаёҮ 36.5% аё«аёЈаё·аёӯаёһูดไดа№үаё§а№ҲаёІаёЎаёөаё„аё§аёІаёЎаёӘаё№аёҚа№ҖаёӘаёөаёўаёӯаёўаё№а№ҲаёӘаё№аёҮаё–аё¶аёҮ 63.5% !В а№ҒаёҘаё°аёӘаёҙа№ҲаёҮаё—аёөа№Ҳаёҷа№ҲаёІаё•аёҒа№ғаёҲаё„аё·аёӯ а№ҖаёЈаёІаёЈаё№а№үаё§а№ҲаёІ Loss а№ҖаёҒаёҙаё”аёҲаёІаёҒ вҖҳа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈа№ҖаёӘаёөаёўвҖҷ а№Ғаё„а№Ҳ 5.4% аёӯаёөаёҒ 58.1% ไมа№ҲаёЎаёөаёӮа№үаёӯаёЎаё№аёҘаё—аёөа№Ҳаёӯаёҳаёҙаёҡายไดа№үаё§а№ҲаёІа№ҖаёҒаёҙаё”аёҲаёІаёҒаёӘаёІа№Җаё«аё•аёёаёӯะไร..”
а№ғаёҷаёҒаёІаёЈаёЁаё¶аёҒаё©аёІаёңаёҘаёҙаё•аё аёІаёһ (Productivity) аё—аёөа№Ҳа№Җаёӣа№ҮаёҷаёҒаёІаёЈа№Җаё—аёөаёўаёҡ Output аё•а№Ҳаёӯ Input аёҷаёұа№үаёҷ аёӣаёұаёҲаёҲаёұаёўаёҒаёІаёЈаёңаёҘаёҙаё•аё«аёҷаё¶а№ҲаёҮаё—аёөа№ҲаёӘаёіаё„аёұаёҚаёЎаёІаёҒа№ғаёҷаё«аёҘаёІаёўаёҳаёёаёЈаёҒаёҙаёҲ а№Ӯаё”аёўа№ҖаёүаёһаёІаё°аё аёІаё„аёҒаёІаёЈаёңаёҘаёҙаё•а№ҒаёҘаё°аё аёІаё„аёҡаёЈаёҙаёҒаёІаёЈаёҡаёІаёҮаёӘа№Ҳаё§аёҷаё”а№үаё§аёў аё„аё·аёӯ вҖңа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈвҖқ аё„аёЈаёұаёҡ
аёӮа№үаёӯаё„аё§аёІаёЎаёӮа№үаёІаёҮаё•а№үаёҷ а№Җаёӣа№Үаёҷаёҡаё—аёӘаёҷаё—аёҷаёІаё—аёөа№Ҳаёңมไดа№үаё„аёёаёўаёҒаёұаёҡаёңаё№а№үаёҡаёЈаёҙаё«аёІаёЈ а№ӮаёЈаёҮаёҮаёІаёҷаёӯаёІаё«аёІаёЈаёҒаёЈаё°аёӣа№ӢаёӯаёҮаёўаёұаёҒаё©а№Ңа№ғаё«аёҚа№Ҳа№Ғаё«а№ҲаёҮаё«аёҷаё¶а№ҲаёҮ аё«аёҘаёұаёҮаёҲаёІаёҒаё—аёөа№Ҳไดа№үаёЎаёөаёҒаёІаёЈаёһаё№аё”аё„аёёаёўаё–аё¶аёҮаёҒаёІаёЈаё§аёұаё” Productivity аёӮаёӯаёҮа№ӮаёЈаёҮаёҮаёІаёҷ аё—аёөа№ҲаёЎаёөа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈа№Җаёӣа№Үаёҷа№ҒаёҒаёҷаё«аёҘаёұаёҒ
аёңมไดа№үа№ҖаёӘаёҷаёӯаёңаё№а№үаёҡаёЈаёҙаё«аёІаёЈаё§а№ҲаёІ а№ҖаёЈаёІаёӘаёІаёЎаёІаёЈаё–аё§аёұаё”аё§аёҙа№Җаё„аёЈаёІаё°аё«а№ҢаёӮа№үаёӯаёЎаё№аёҘа№Җаёҡаё·а№үаёӯаёҮаё•а№үаёҷаёӯаёўа№ҲаёІаёҮаёҮа№ҲаёІаёўа№Ҷ а№Ӯаё”аёўаё—аё”аёҘаёӯаёҮа№ҖаёҘаё·аёӯаёҒаёӮаёұа№үаёҷаё•аёӯаёҷаёҒаёЈаё°аёҡаё§аёҷаёҒаёІаёЈаё—аёөа№Ҳа№Җаёӣа№Үаёҷ вҖңаё„аёӯаёӮаё§аё”вҖқ а№Җаёһаё·а№ҲаёӯаёЁаё¶аёҒаё©аёІаё–аё¶аёҮаёӣаёЈаё°аёӘаёҙаё—аёҳаёҙаё аёІаёһ а№ҒаёҘаё°аё„аё§аёІаёЎаёӘаё№аёҚа№ҖаёӘаёөаёў аё—аёөа№ҲаёЎаёөаёӯаёўаё№а№Ҳа№ғаёҷаёӣаёұаёҲаёҲаёёаёҡаёұаёҷ

аё—аёІаёҮаёҡаёЈаёҙаё©аёұทไดа№үа№ҖаёҘаё·аёӯаёҒ вҖңа№Җаё„аёЈаё·а№ҲаёӯаёҮаёӣаёҙаё”аёқаёІвҖқ аёЎаёІаёЁаё¶аёҒаё©аёІ аёӢаё¶а№ҲаёҮа№Җаёӣа№ҮаёҷаёӮаёұа№үаёҷаё•аёӯаёҷаё«аёҘаёұаёҮаёҲаёІаёҒаё—аёөа№ҲаёҡаёЈаёЈаёҲаёёаёӯаёІаё«аёІаёЈаёҘаёҮไаёӣа№ғаёҷаёҒаёЈаё°аёӣа№ӢаёӯаёҮа№ҒаёҘа№үаё§ аёҲаёІаёҒаёҷаёұа№үаёҷаё–аё№аёҒаёҘаёіа№ҖаёҘаёөаёўаёҮа№ҖаёӮа№үаёІа№Җаё„аёЈаё·а№ҲаёӯаёҮ а№Җаёһаё·а№ҲаёӯаёҷаёіаёқаёІаёЎаёІаёӣаёҙаё”аёңаёҷаё¶аёҒ
аё§аёҙаёҳаёөаё„аёіаёҷаё§аё“аё„аё·аёӯ аёҒаёІаёЈа№Җаё—аёөаёўаёҡ вҖңаёҲаёіаёҷаё§аёҷаёӘаёҙаёҷаё„а№үаёІаё—аёөа№ҲаёңаёҘаёҙตไดа№үаёҲаёЈаёҙаёҮ (Actual Output)вҖқ аёҒаёұаёҡ вҖңаёҲаёіаёҷаё§аёҷаё—аёөа№Ҳทำไดа№үа№Җаё•а№ҮаёЎаёӣаёЈаё°аёӘаёҙаё—аёҳаёҙаё аёІаёһа№ғаёҷаёӯаёёаё”аёЎаё„аё•аёҙ (Ideal Output)вҖқ аё—аёөа№ҲаёЎаёІаёҲаёІаёҒаёҒаёіаёҘаёұаёҮаёҒаёІаёЈаёңаёҘаёҙаё•аёӮаёӯаёҮа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈ
…
аёӘа№Ҳаё§аёҷаё—аёөа№ҲаёӮาดหายไаёӣаёҷаёұа№Ҳаёҷа№Ғаё«аёҘаё°аё„аёЈаёұаёҡ аё„аё·аёӯ
вҖңаё„аё§аёІаёЎаёӘаё№аёҚа№ҖаёӘаёөаёў (Loss)вҖқ
аё•аёұаё§а№ҖаёҘаёӮаёңаёҘаёңаёҘаёҙаё• 36.5% а№Җаёӣа№Үаёҷаё„а№ҲаёІа№ҖаёүаёҘаёөа№Ҳаёўаё—аёөа№Ҳа№ҖаёҒаёҙаё”аёӮаё¶а№үаёҷаёҲаёІаёҒаёӮа№үаёӯаёЎаё№аёҘаё—аёөа№ҲаёӮаё¶а№үаёҷа№Ҷ аёҘаёҮа№Ҷ а№ғаёҷ 12 а№Җаё”аё·аёӯаёҷ а№Ӯаё”аёўа№Җаё”аё·аёӯаёҷаё—аёөа№Ҳаё•а№ҲаёіаёӘаёёаё”аё„аё·аёӯ 25.7% аё«аёЈаё·аёӯаёҒаёҘа№Ҳาวไดа№үаё§а№ҲаёІа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈаёӘаёІаёЎаёІаёЈаё–аёӘаёЈа№үаёІаёҮаёңаёҘаёңаёҘаёҙаё• ไดа№үа№ҖаёһаёөаёўаёҮ 1 а№ғаёҷ 4 а№Җаё—а№ҲаёІаёҷаёұа№үаёҷа№ҖаёӯаёҮ
…
а№Ғаёҷаё§аё„аёҙаё”аё„аё§аёІаёЎаёЎаёөаёӣаёЈаё°аёӘаёҙаё—аёҳаёҙаёңаёҘаёӮаёӯаёҮа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈ
а№ғаёҷаёӮаёұа№үаёҷаё•аёӯаёҷаёҒаёІаёЈа№ҒаёҒа№үаёӣаёұаёҚаё«аёІаёӯаёўа№ҲаёІаёҮа№Җаёӣа№ҮаёҷаёЈаё°аёҡаёҡаёҷаёұа№үаёҷ аёӮаёұа№үаёҷаё•аёӯаёҷа№ҒаёЈаёҒаё„аё·аёӯ аёҒаёІаёЈаёӘаёЈа№үаёІаёҮаё„аё§аёІаёЎаёЈаё№а№үа№ҒаёҘаё°аё„аё§аёІаёЎаё•аёЈаё°аё«аёҷаёұаёҒ (Awareness) аё•а№ҲаёӯаёӣаёұаёҚаё«аёІаё—аёөа№ҲаёЎаёөаёӯаёўаё№а№Ҳ аёӢаё¶а№ҲаёҮа№ғаёҷаёҒаёЈаё“аёөаёҷаёөа№үаё•а№үаёӯаёҮаёӣаёЈаёұаёҡаёӣаёЈаёёаёҮа№Җаёӣа№ҮаёҷаёӮаёұа№үаёҷаё•аёӯаёҷа№ҒаёЈаёҒ
аёӮаёұа№үаёҷаё–аёұดไаёӣаё„аё·аёӯ аёҒаёІаёЈаё—аёіаё„аё§аёІаёЎа№ҖаёӮа№үаёІа№ғаёҲаёҒаёұаёҡаёӣаёұаёҚаё«аёІ (Problem Clarification) аёӢаё¶а№ҲаёҮаё•а№үаёӯаёҮаёЎаёөаёҒаёІаёЈа№ҖаёҒа№ҮаёҡаёӮа№үаёӯаёЎаё№аёҘа№ҒаёҘаё°аёӘаёЈа№үаёІаёҮаё•аёұаё§аёҠаёөа№үаё§аёұаё”а№Җаёһаё·а№ҲаёӯаёӣаёЈаё°а№ҖаёЎаёҙаёҷаёӯаёўа№ҲаёІаёҮа№Җаёӣа№ҮаёҷаёЈаё°аёҡаёҡ
а№ғаёҷаёҒаёЈаё“аёөаёӮаёӯаёҮа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈаё—аёөа№Ҳаё•а№үаёӯаёҮаёҒаёІаёЈ а№ғаёҠа№үаёӣаёЈаё°а№ӮаёўаёҠаёҷа№ҢаёӘаё№аёҮаёӘаёёаё” а№Җаёһаё·а№ҲаёӯаёЈаёӯаёҮаёЈаёұаёҡаё„аё§аёІаёЎаё•а№үаёӯаёҮаёҒаёІаёЈаёӮаёӯаёҮаёҘаё№аёҒаё„а№үаёІаё«аёЈаё·аёӯаё•аёҘаёІаё”аё—аёөа№ҲаёЎаёөаёӯаёўаё№а№Ҳа№ҒаёҘа№үаё§аёҷаёұа№үаёҷ аё«аёҘаёұаёҒаёҒаёІаёЈаёҲаёұаё”аёҒаёІаёЈ 3 аёӮа№үаёӯа№ғаё«аёҚа№Ҳаё„аё·аёӯ
- а№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒรไมа№Ҳаё«аёўаёёаё”аёӘаёЈа№үаёІаёҮ Output
- а№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈаёӘаёЈа№үаёІаёҮ Output ไดа№үаё•аёІаёЎаёҒаёіаёҘаёұаёҮа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈ
- а№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈаёңаёҘаёҙаё•а№Ғаё•а№ҲаёӮаёӯаёҮаё”аёөа№Җаё—а№ҲаёІаёҷаёұа№үаёҷ
аёӣаёұаёҲаёҲаёұаёўа№Ғаё•а№ҲаёҘаё°аёӮа№үаёӯаёҷаёөа№ү аё–аё№аёҒаёҷаёіаёЎаёІаёӘаёЈа№үаёІаёҮа№Җаёӣа№Үаёҷаё•аёұаё§аёҠаёөа№үаё§аёұаё” [1]В а№Җаёһаё·а№Ҳаёӯаё—аёіа№ғаё«а№үаё§аёҙа№Җаё„аёЈаёІаё°аё«а№Ңไดа№үаё§а№ҲаёІ аёҒаёЈаё°аёҡаё§аёҷаёҒаёІаёЈаёЎаёөаёӣаёұаёҚаё«аёІаё„аё§аёІаёЎаёӘаё№аёҚа№ҖаёӘаёөаёўа№ғаёҷа№ҖаёЈаё·а№ҲаёӯаёҮаёӯะไรаёӯаёўаё№а№Ҳ а№ҒаёҘаё°аёҷำไаёӣаёӘаё№а№ҲаёҒаёІаёЈа№ҒаёҒа№үаёӣаёЈаёұаёҡаёӣаёЈаёёаёҮаёһаёұаё’аёҷาไดа№үаё–аё№аёҒаёҲаёёаё”
…
а№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒรไมа№Ҳаё«аёўаёёаё”
а№ӮаёЈаёҮаёҮаёІаёҷаёӮа№үаёІаёҮаё•а№үаёҷаёЎаёӯаёҮаёӣаёұаёҚаё«аёІаёҷаёөа№үа№ҖаёһаёөаёўаёҮа№ҖаёЈаё·а№ҲаёӯаёҮа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈа№ҖаёӘаёөаёўа№Җаё—а№ҲаёІаёҷаёұа№үаёҷ аё—аёұа№үаёҮа№Ҷ аё—аёөа№Ҳа№ғаёҷаё„аё§аёІаёЎа№Җаёӣа№ҮаёҷаёҲаёЈаёҙаёҮа№ҒаёҘа№үаё§ аёўаёұаёҮаёЎаёөаёӯаёөаёҒаё«аёҘаёІаёўа№ҖаёЈаё·а№ҲаёӯаёҮ аё—аёөа№Ҳаё—аёіа№ғаё«а№үа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒรไมа№Ҳไดа№үаёӘаёЈа№үаёІаёҮ Output
аё„аё§аёІаёЎаёӘаё№аёҚа№ҖаёӘаёөаёўаёӯаё·а№Ҳаёҷа№Ҷ а№ҖаёҠа№Ҳаёҷ аёҒаёІаёЈаёӣаёЈаёұаёҡаё•аёұа№үаёҮа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈа№Җаёһаё·а№Ҳаёӯа№ҖаёӣаёҘаёөа№ҲаёўаёҷаёЈаёёа№Ҳаёҷ а№ҖаёӣаёҘаёөа№Ҳаёўаёҷа№Ғаёҡаёҡ аёӘаёҙаёҷаё„а№үаёІаё—аёөа№ҲаёңаёҘаёҙаё• (Set up time), аё§аёұаё•аё–аёёаё”аёҙаёҡаёӮаёІаё”аёЎаё·аёӯ, аёһаёҷаёұаёҒаёҮаёІаёҷไมа№ҲаёһаёЈа№үаёӯаёЎ, ไаёҹаёҹа№үаёІаё”аёұаёҡ, аёӮаёІаё”аёӯะไหаёҘа№ҲаёӢа№ҲаёӯаёЎа№ҒаёӢаёЎ а№Җаёӣа№Үаёҷаё•а№үаёҷ
а№Җаё§аёҘаёІаё—аёөа№Ҳа№ҖаёӘаёөยไаёӣа№ғаёҷаёҒаёІаёЈа№ҖаёӣаёҘаёөа№ҲаёўаёҷаёЈаёёа№ҲаёҷаёӘаёҙаёҷаё„а№үаёІ аёЎаёұаёҒа№Җаёӣа№Үаёҷаё„аё§аёІаёЎаёӘаё№аёҚа№ҖаёӘаёөаёўаёӘаёіаё„аёұаёҚ а№ӮаёЈаёҮаёҮаёІаёҷа№ғаёҷаёӯаё”аёөаё• аё•а№үаёӯаёҮаёҒаёІаёЈа№ғаё«а№үа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈаёӮаёӯаёҮаё•аёҷаёЎаёөаёӣаёЈаё°аёӘаёҙаё—аёҳаёҙаё аёІаёһаёӘаё№аёҮ а№Ӯаё”аёўаёҒаёІаёЈаёңаёҘаёҙаё•аё—аёөаёҘаё°аёЎаёІаёҒа№Ҷ (Mass) а№Җаёһаё·а№ҲаёӯаёҘаё” вҖңаёҲаёіаёҷаё§аёҷаё„аёЈаёұа№үаёҮвҖқ аёҒаёІаёЈа№ҖаёӣаёҘаёөа№ҲаёўаёҷаёЈаёёа№Ҳаёҷ
а№Ғаё•а№Ҳаё§аёҙаёҳаёөа№ҖаёҠа№Ҳаёҷаёҷаёөа№ү аёҒаёҘаёІаёўа№Җаёӣа№ҮаёҷаёӘаёЈа№үаёІаёҮаёӣаёұаёҚаё«аёІа№ҒаёҘаё°аё„аё§аёІаёЎаёӘаё№аёҚа№ҖаёӘаёөаёўаё•аёІаёЎаёЎаёІ а№ҖаёһаёЈаёІаё°аёңаёҘаёҙаё•а№ғаёҷаёӘаёҙа№ҲаёҮаё—аёөа№ҲаёҘаё№аёҒаё„а№үาไมа№Ҳаё•а№үаёӯаёҮаёҒаёІаёЈ аё—аёіа№ғаё«а№үаё•а№үаёӯаёҮа№ҒаёҡаёҒаёЈаёұаёҡаё аёІаёЈаё° Stock
аё§аёҙаёҳаёөа№ҒаёҒа№үаёӣаёұаёҚаё«аёІаё•аёІаёЎаё«аёҘаёұаёҒаёҒаёІаёЈаёӮаёӯаёҮ Lean а№ғаёҷаёӣаёұаёҲаёҲаёёаёҡаёұаёҷ аё„аё·аёӯ аёҘаё” вҖңа№Җаё§аёҘаёІаёӣаёЈаёұаёҡаё•аёұа№үаёҮа№ғаёҷа№Ғаё•а№ҲаёҘаё°аё„аёЈаёұа№үаёҮвҖқ а№ғаё«а№үаёӘаёұа№үаёҷаё—аёөа№ҲаёӘаёёаё” аё«аёЈаё·аёӯ а№ғаёҷаёӯаёёаё”аёЎаё„аё•аёҙаёӮаёӯаёҮа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈаё„аё·аёӯ ไมа№ҲаёҲаёіа№Җаёӣа№Үаёҷаё•а№үаёӯаёҮаёЎаёөаёҒаёІаёЈаёӣаёЈаёұаёҡаё•аёұа№үаёҮа№Җаё„аёЈаё·а№ҲаёӯаёҮаёӯаёөаёҒаё•а№Ҳаёӯไаёӣ
аёўа№үаёӯаёҷаёҒаёҘаёұаёҡаёЎаёІаё—аёөа№ҲаёӣаёұаёҚаё«аёІа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈа№ҖаёӘаёөаёў а№ӮаёЈаёҮаёҮаёІаёҷаёҲаёіаёҷаё§аёҷаёЎаёІаёҒаё—аёөа№Ҳ аёқа№ҲаёІаёўаёңаёҘаёҙаё• а№ҒаёҘаё° аёқа№ҲаёІаёўаёӢа№ҲаёӯаёЎаёҡаёіаёЈаёёаёҮ аё—аёіаёҮаёІаёҷаёҒаёұаёҷа№ҒаёҡаёҡไаёӢа№ӮаёҘ аёЎаёұаёҒаёЎаёөаёӣаёұаёҚаё«аёІаёҒаёІаёЈаёҡаёұаёҷаё—аё¶аёҒаёӮа№үаёӯаёЎаё№аёҘаё—аёөа№Ҳไมа№ҲаёӘаёЎаёҡаё№аёЈаё“а№Ң
аё«аёІаёҒаё—аёҡаё—аё§аёҷ а№Җаё«аё•аёёаёҒаёІаёЈаё“а№Ңа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈа№ҖаёӘаёөаёў а№Ӯаё”аёўаёҘаё°а№Җаёӯаёөаёўаё”а№ҒаёҘа№үаё§ аёӮаёұа№үаёҷаё•аёӯаёҷаё—аёөа№Ҳа№ҖаёҒаёҙаё”аёӮаё¶а№үаёҷ аё„аё·аёӯ
а№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈаё«аёўаёёаё” => аёңаё№а№үа№ҖаёҒаёөа№Ҳаёўаё§аёӮа№үаёӯаёҮаёЈаёұаёҡаё—аёЈаёІаёҡ => аёҠа№ҲаёІаёҮаёЈаёұаёҡаё—аёЈаёІаёҡ => а№ҖаёЈаёҙа№ҲаёЎаёҒаёІаёЈаёӢа№ҲаёӯаёЎ => аёӢа№ҲаёӯаёЎа№ҖаёӘаёЈа№ҮаёҲ => а№ҖаёЈаёҙа№ҲаёЎа№Җаё”аёҙаёҷа№Җаё„аёЈаё·а№ҲаёӯаёҮ
аёӯаёҮаё„а№ҢаёҒаёЈаёҲаёіаёҷаё§аёҷаёЎаёІаёҒа№ҖаёҒа№ҮаёҡаёӮа№үаёӯаёЎаё№аёҘа№Җаё§аёҘаёІ аё•аёұа№үаёҮа№Ғаё•а№Ҳа№ҖаёЈаёҙа№ҲаёЎаёӢа№ҲаёӯаёЎаёҲаёҷаёҒаёЈаё°аё—аёұа№ҲаёҮаёӢа№ҲаёӯаёЎа№ҖаёӘаёЈа№ҮаёҲа№Җаё—а№ҲаёІаёҷаёұа№үаёҷВ аё—аёіа№ғаё«а№үаё„аё§аёІаёЎаёӘаё№аёҚа№ҖаёӘаёөаёўаё—аёөа№Ҳа№ҖаёҒаёҙаё”аёҲаёІаёҒаёӮаёұа№үаёҷаё•аёӯаёҷаёӯаё·а№Ҳаёҷ ไมа№Ҳไดа№үаё–аё№аёҒаёҷаёіаёЎаёІаёЁаё¶аёҒаё©аёІа№ҒаёҘаё°аёӣаёЈаёұаёҡаёӣаёЈаёёаёҮ
…
а№Җаё„аёЈаё·а№ҲаёӯаёҮа№Җаё”аёҙаёҷа№Җаё•а№ҮаёЎаёӣаёЈаё°аёӘаёҙаё—аёҳаёҙаё аёІаёһ а№ҒаёҘаё° аёңаёҘаёҙаё•аёӮаёӯаёҮаё”аёө
а№Ӯаё”аёўаёӣаёҒаё•аёҙаё—аёёаёҒа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈаёҷаёұа№үаёҷ аёҲаё°аёЎаёө вҖңаёҒаёіаёҘаёұаёҮаёҒаёІаёЈаёңаёҘаёҙаё• (Capacity)вҖқ аё—аёөа№ҲаёЈаё°аёҡаёёаёЎаёІаёҲаёІаёҒаёңаё№а№үаёңаёҘаёҙаё•а№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈаёҒаёіаёҒаёұаёҡаёӯаёўаё№а№Ҳ
аё”аёұаёҮаёҷаёұа№үаёҷ а№ҖаёЎаё·а№Ҳаёӯаё«аёұаёҒа№Җаё§аёҘаёІаё—аёөа№Ҳа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈаё«аёўаёёаё”аёӯаёӯаёҒไаёӣа№ҒаёҘа№үаё§ а№Җаё§аёҘаёІа№Җаё”аёҙаёҷа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёЈаёҙаёҮаё—аёөа№Ҳа№Җаё«аёҘаё·аёӯ аёҲаё¶аёҮаё„аё§аёЈаёӘаёЈа№үаёІаёҮаёңаёҘаёңаёҘаёҙตไดа№үаё•аёІаёЎаёҒаёіаёҘаёұаёҮаёҒаёІаёЈаёңаёҘаёҙаё•аёҷаёөа№ү а№Ғаё•а№Ҳа№ғаёҷаё„аё§аёІаёЎа№Җаёӣа№ҮаёҷаёҲаёЈаёҙаёҮ аёңаёҘаёҘаёұаёһаёҳа№Ңаё—аёөа№Ҳไดа№үаёҲаё°аё•а№ҲаёіаёҒаё§а№ҲаёІаё„а№ҲаёІаё—аёөа№Ҳаё„аёіаёҷวณไดа№үа№ҖаёӘаёЎаёӯ аёҲаёІаёҒаё«аёҘаёІаёўаёӘаёІа№Җаё«аё•аёё
аё„аё§аёІаёЎаёӘаё№аёҚа№ҖаёӘаёөаёўаё—аёөа№Ҳа№ҖаёҒаёҙаё”аёӮаё¶а№үаёҷа№ҒаёЎа№үаё§а№ҲаёІа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈаё—аёіаёҮаёІаёҷаёӯаёўаё№а№Ҳ а№ҖаёҠа№Ҳаёҷ аё„аё§аёІаёЎа№ҖаёЈа№Үаё§аё•а№ҲаёіаёҒаё§а№ҲаёІаёЎаёІаё•аёЈаёҗаёІаёҷ (Speed Loss), Input ไมа№Ҳа№ҖаёӮа№үаёІаё•аёІаёЎаёЈаёӯаёҡа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈаё—аёіа№ғаё«а№үа№Җаё„аёЈаё·а№ҲаёӯаёҮа№Җаё”аёҙаёҷаё•аёұаё§а№ҖаёӣаёҘа№ҲаёІ, аёҠа№Ҳаё§аёҮа№ҖаёЈаёҙа№ҲаёЎаё•а№үаёҷа№Җаё”аёҙаёҷа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈаё—аёөа№Ҳไมа№ҲаёЎаёөаёңаёҘаёңаёҘаёҙаё•аё«аёЈаё·аёӯаёӣаёЈаёҙаёЎаёІаё“аё•а№ҲаёіаёҒаё§а№ҲаёІаёӣаёҒаё•аёҙ (Startup Loss), аёһаёҷаёұаёҒаёҮаёІаёҷаёӮаёІаё”аё—аёұаёҒаё©аё°аё—аёіа№ғаё«а№үаё—аёіаёҮаёІаёҷไดа№үไมа№Ҳа№Җаё•а№ҮаёЎаё—аёөа№Ҳ а№Җаёӣа№Үаёҷаё•а№үаёҷ
аёҲаёІаёҒаёӣаёЈаё°аёӘаёҡаёҒаёІаёЈаё“а№ҢаёӮаёӯаёҮаёңаёЎ аёӯаёҮаё„а№ҢаёҒаёЈаё—аёөа№Ҳไมа№Ҳа№Җаё„аёўа№ҖаёҒа№ҮаёҡаёӮа№үаёӯаёЎаё№аёҘа№ғаёҷаёӘа№Ҳаё§аёҷаёҷаёөа№ү аё„аё§аёІаёЎаёӘаё№аёҚа№ҖаёӘаёөаёўаёҲаёІаёҒаёӣаёЈаё°аёӘаёҙаё—аёҳаёҙаё аёІаёһаёҒаёІаёЈа№Җаё”аёҙаёҷа№Җаё„аёЈаё·а№ҲаёӯаёҮ аёЎаёұаёҒаёЎаёөаёҲаёіаёҷаё§аёҷаёӘаё№аёҮаёҒаё§а№ҲаёІаё—аёөа№Ҳคาดไวа№үаёЎаёІаёҒ
аёӘаёіаё«аёЈаёұаёҡ аё„аё§аёІаёЎаёӘаё№аёҚа№ҖаёӘаёөаёўаёҲаёІаёҒаёӮаёӯаёҮа№ҖаёӘаёөаёў (Defect) аёЎаёұаёҒаёЎаёөаёҒаёІаёЈа№ҖаёҒа№Үаёҡаё§аёҙа№Җаё„аёЈаёІаё°аё«а№ҢаёӮа№үаёӯаёЎаё№аёҘаёҒаёұаёҷаёӯаёўаё№а№Ҳа№ҒаёҘа№үаё§ а№Ғаё•а№ҲаёӣаёұаёҚаё«аёІа№ғаёҷаё«аёҘаёІаёўаёӯаёҮаё„а№ҢаёҒаёЈаё„аё·аёӯ аёӮаёІаё”аё„аё§аёІаёЎаё•аёЈаё°аё«аёҷаёұаёҒа№ғаёҷаёҒаёІаёЈаёЎаёӯаёҮаёӣаёұаёҚหาไดа№үаёӯаёўа№ҲаёІаёҮаё„аёЈаёӯаёҡаё„аёҘаёёаёЎ
аёҮаёІаёҷаё—аёөа№Ҳไมа№Ҳไดа№үаё„аёёаё“аё аёІаёһаё•аёұа№үаёҮа№Ғаё•а№Ҳаё„аёЈаёұа№үаёҮа№ҒаёЈаёҒаё—аёұа№үаёҮаё«аёЎаё” аё•а№үаёӯаёҮаёҲаёұаё”аё§а№ҲаёІа№Җаёӣа№ҮаёҷаёҒаёҘаёёа№ҲаёЎаёӮаёӯаёҮа№ҖаёӘаёөаёўаё”а№үаё§аёў аё„аё·аёӯ аёҮаёІаёҷа№ҒаёҒа№үไаёӮаёӢа№ҲаёӯаёЎа№ҒаёӢаёЎ (Repair) а№ҒаёҘаё° аёҮаёІаёҷаёҒаёҘаёұаёҡа№ҖаёӮа№үาไаёӣа№ғаёҷаёҒаёЈаё°аёҡаё§аёҷаёҒаёІаёЈа№ғаё«аёЎа№Ҳ (Reprocess)
аёҡаё—аёӘаёЈаёёаёӣ
аёҒаёЈаё°аёҡаё§аёҷаёҒаёІаёЈаё—аёөа№Ҳไมа№ҲаёӘаёІаёЎаёІаёЈаё–аёӘаёЈа№үаёІаёҮаёңаёҘаёңаёҘаёҙаё• (Supply) ไดа№үа№ҖаёһаёөаёўаёҮаёһаёӯаё•а№Ҳаёӯаё„аё§аёІаёЎаё•а№үаёӯаёҮаёҒаёІаёЈ (Demand) аёҒаёІаёЈаё—аёіаё„аё§аёІаёЎа№ҖаёӮа№үаёІа№ғаёҲа№ҒаёҘаё°аё§аёҙа№Җаё„аёЈаёІаё°аё«а№Ңаё„аё§аёІаёЎаёӘаё№аёҚа№ҖаёӘаёөаёўаё—аёөа№ҲаёЎаёөаёӯаёўаё№а№Ҳ аёҲаё°аёҷำไаёӣаёӘаё№а№ҲаёҒаёІаёЈаёӣаёЈаёұаёҡаёӣаёЈаёёаёҮ а№Җаёһаё·а№Ҳаёӯаё•аёӯаёҡаёӘаёҷаёӯаёҮаё„аё§аёІаёЎаё•а№үаёӯаёҮаёҒаёІаёЈаёӮаёӯаёҮаё•аёҘаёІаё”а№ҒаёҘаё°аёҘаё№аёҒаё„а№үาไดа№үаё”аёөаёӮаё¶а№үаёҷ а№Ӯаё”аёўаёӯаёІаёҲไมа№Ҳаё•а№үаёӯаёҮаёҘаёҮаё—аёёаёҷаёӯะไรа№Җаёһаёҙа№ҲаёЎа№ҖаёҘаёў
аёҒаёЈаё“аёөаёӮаёӯаёҮаёҒаёЈаё°аёҡаё§аёҷаёҒаёІаёЈаё—аёөа№ҲаёЎаёөа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈа№Җаёӣа№ҮаёҷаёӣаёұаёҲаёҲаёұаёўаё«аёҘаёұаёҒ аёҒаёІаёЈаё•аёЈаё°аё«аёҷаёұаёҒаё–аё¶аёҮаё„аё§аёІаёЎаёӘаё№аёҚа№ҖаёӘаёөаёў аёҲаё°аёҷำไаёӣаёӘаё№а№ҲаёҒаёІаёЈа№ҖаёҒа№ҮаёҡаёӮа№үаёӯаёЎаё№аёҘаё—аёөа№ҲаёҲаёіа№Җаёӣа№Үаёҷ а№Җаёһаё·а№Ҳаёӯа№ғаё«а№үа№ҖаёӮа№үаёІа№ғаёҲаёӣаёұаёҚหาไดа№үаё§а№ҲаёІ аёӯаёҮаё„а№ҢаёҒаёЈаёҒаёіаёҘаёұаёҮа№ҖаёңаёҠаёҙаёҚаё„аё§аёІаёЎаёӘаё№аёҚа№ҖаёӘаёөаёўаёӣаёЈаё°а№Җаё аё—а№ғаё”аёӯаёўаё№а№Ҳ аёЎаёөаёӣаёЈаёҙаёЎаёІаё“аёЎаёІаёҒаёҷа№үаёӯаёўа№ҖаёһаёөаёўаёҮа№ғаё”В а№ҒаёҘаё°а№ҒаёҒа№үаёӣаёұаёҚаё«аёІаё•аёІаёЎаёӘаёІа№Җหตุไดа№үаё•а№Ҳаёӯไаёӣаё„аёЈаёұаёҡ